








Fourth, the roller liner lining
On the drum surface of the blanket cylinder and plate cylinder, a certain thickness of the liner material is covered to determine the diameter of the three cylinders of the offset press, which is the primary condition for whether the three cylinders of the offset press can be simultaneously rolled. At the same time, it has a bearing on the transfer of images, the wear of printing plates, and whether prints have problems such as ghosts or bars.
1. A method to realize roller lining and printing pressure data.
From the previous discussion, it can be known that the data of the cylinder diameter is related to the deformation and tension of the liner material and the blanket, and the deformation properties of various liner materials and various blankets are different. Therefore, it must be tested. Based on the data, the roller lining and printing pressure are realized.
In order to realize the dataization of cylinder liner and printing pressure, the key is to require the synchronous rolling ratio of the blanket cylinder to establish the relationship between the liner compression amount and the synchronous rolling ratio.
Firstly, different compression tests are carried out for different liners under different pressures, and the relationship between pressure p and compression amount λ is established, and a p-λ curve is obtained, as shown in Fig. 5-42(a).
Then perform the Kp experiment corresponding to the λ value to obtain the Kp-λ curve, as shown in Fig. 5-42(b).
The change in compression is the change in printing pressure. It significantly affects the condition of ink transfer. For this purpose, the experiment of ink transfer rate and printing pressure is needed to find out the ideal pressure of ink transfer. Since the ink transfer rate is not only related to the printing pressure, but also to the viscosity of the ink, the printing speed, and the amount of wetting fluid, the influence of these factors on the ink transfer should be considered during the experiment, as shown in Figure 5-42(c). As shown.
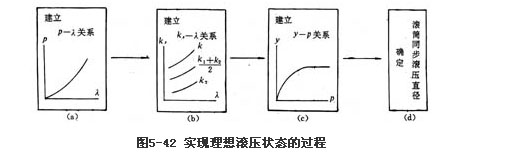
Figure 5-42 Process to achieve ideal rolling state
Then, using the ideal printing pressure to find the ideal λ of the corresponding ink transfer, see Figure 5-42 (a), and then in the λ-Kp curve, find the corresponding Kp value for λ, as shown in Figure 5-42 (b). In this way, according to the value of Kp roller lining, you can achieve a more ideal state of rolling, as shown in Figure 5-42 (d), the basic realization of the roller lining and printing pressure data.
2. The current cylinder liner lining calculation method.
According to the above-mentioned method, the diameter of the roller synchronous rolling is determined, and the data of the roller lining and the printing pressure are realized. Due to the limitation of the experimental conditions, there is a considerable difficulty. At present, the lining amount of the drum is generally calculated based on the size of the three rollers of the lithographic printing press and the amount of gap between the respective pillows to obtain the required printing pressure.
The roller gear is the transmission part of the roller system. The correct gear meshing should be in the tangent position of the pitch circle.
The function of the roll pillow is to make the roller gear be in the meshing position of the standard center distance, so as to ensure the smooth running of the roller, reduce the roller to generate the ink bar due to the impact vibration, and improve the printing quality. Roller diameter should be equal to the pitch circle diameter of the roller gear, or smaller than the pitch circle diameter of the roller gear.
The roll gap is the gap between the roll and the roll. There are two types of lithographic printing presses, one with a roll and one without a roll. The Heidelberg 102V lithographic printing press belongs to the type of walking roller. The printing rollers of the printing roller and the rubber roller contact each other with zero clearance.
Overdose of the rollers is the amount of lining up the rollers. Packing a covered roller, the surface is slightly higher than the surface of the bearer so that contact pressure can be formed.
Figure 5-43 Structure of the printing section of a lithographic printing machine
The reduction of the roller diameter is the difference between the diameter of the cylinder barrel and the diameter of the roller. Plate cylinder and rubber cylinder diameter is smaller than the diameter of the roller bearing, and it is recorded as a negative value. The diameter of the cylinder of the impression cylinder is larger than the diameter of the roller bearing and is recorded as a positive value.
[Example 5-3] Heidelberg 102V lithographic printing machine drum size as shown in Table 5-15. Assuming that the thickness of the paper is 0.1 mm, the diameter of the blanket cylinder is required to be 270.00 mm, and the diameter of the cylinder after the blanket is 270.20 mm. How much should the rubber drum and plate cylinder δ-rubber and δ-plate be calculated? What is the contact pressure between the blanket cylinder, plate cylinder, and impression cylinder (compression λ rubber, λ rubber-pressure)?
Table 5-15 Roller Size of Heidelberg 102V Presses
Roller drum pitch diameter (mm) Roller diameter (mm) Roller excess (mm) Roller shrinkage (mm) Roller clearance (mm)
Plate cylinder 270.00 270.00 0.10 -0.50 0.00
Rubber roller 270.00 270.00 0.00 -3.20
Imprinting roller 270.00 269.30 0.35 +0.35 0.35
Solution: 1 plate cylinder lining (plate + paper liner):
δ printing = excess printing plate roll - reduction of printing cylinder diameter = 0.1-(-0.50) = 0.6mm
If the plate thickness is 0.3mm, the paper liner is 0.3mm.
2 rubber roller lining (blanket + cushion):
δ Oak = 0.00-(-3.20) = 3.20mm
If the thickness of the blanket is 1.8 mm, the thickness of the cushion material is 1.4 mm.
3 The impression of the impression cylinder is the paper thickness.
From the calculation results, it can be seen that the diameter of the drum after lining is 270mm, the plate cylinder and the impression cylinder (+0.
2mm) are 270.20mm and the difference in diameter is 0.2mm.
4λ plate-rubber plate roller overrun + rubber roller overrun roller-printer plate gap between plate cylinder and blanket cylinder=0.1+0.00-0.00=0.1mm
5λ Rubber - Pressure = 0.00 + 0.35 + 0.1 - 0.35 = 0.1 mm
[Example 5-4] The size of the drum of the J2180 lithographic printing press is listed in Table 5-16. Assume that the paper thickness is 0.1mm, rubber roller
The diameter of the lining is 300mm, the diameter of the plate cylinder after the lining is 300.40mm, the thickness of the lining of each roller is calculated, and the rollers are
The contact pressure (λ) value between.
Table 5-16 Drum Sizes of the J2108 Offset Press
If the blanket has a thickness of 1.8 mm, the liner thickness is 1.45 mm.
3 Imprinting roller lining is 0.1mm paper thickness.
According to the above roller lining data, the contact pressure of each roller can be calculated.
4 The amount of compression between the plate cylinder and the blanket cylinder.
Lambda version - Oak = H version - Oak - (R + delta + R + δ Oak) = 300.1-300.2 = -0.1mm
λ is a negative value indicating that the plate cylinder is a rigid body, the blanket cylinder is an elastic body, and the plate cylinder is pressed into the blanket cylinder, and the amount of compression is
Rubber roller produced on.
5 The compression amount between the impression cylinder and the blanket cylinder:
λ rubber - pressure = H rubber - pressure - (R rubber + δ rubber + R pressure + δ paper) = 299.95 - 300.1 = -0.15 mm
If after adjusting the pressure, found that the gap between the plate cylinder and the blanket cylinder is not equal to 0.2mm, but 0.18mm, then the lambda version - the rubber should be added 0.18-0.2 = -0.02 (mm) the difference, that is, lambda rubber - Pressure = -0.01 + (-0.02) = -0.12 (mm).
For another example, after adjusting the pressure and finding that the gap between the blanket cylinder and the impression cylinder is 0.19 mm instead of 0.2 mm, then the λ-rubber pressure should be added with the difference of 0.19-0.2=-0.01 (mm), that is, λ Rubber-pressure = -0.15 + (-0.01) = 0.16 (mm).
It is inferred from the above calculation example that if the thickness of printing paper changes, or the values of λ plate-rubber and λ rubber-pressure are required to be equal, then under the condition of maintaining the same lining thickness, only the roller gap regulator is Within the allowable range, adjust the pressure regulator of the offset press to obtain the required contact pressure.
According to the calculated roller lining data, the roller lining the roller provides a more accurate printing pressure value for the actual production, changing the previous practice of debugging printing pressure only by experience, providing the standardization and data for the printing process. Theoretical basis and implementation method.
3. Check the lining thickness and the clearance of the pillow.
The lining is mostly elastomer, and accurate measurement of the thickness is difficult. For example, the thickness of the blanket covering the drum is not equal to the thickness measured before the coating, which results in an error between the actual printing pressure and the calculated printing pressure. At present, most of the lining thickness is checked with a caliper gauge, and the gap between the bolsters is checked with a gauge or fuse.
1 inspection of lining thickness. The method of measuring the lining thickness is shown in Figure 5-44. First, remove the dirt from the tested roller shell and the surface of the bearer, and then traverse the diameter measuring instrument across the circumference of the drum (see Figure 5-44), fix it horizontally, and return the dial indicator to zero. The amount of sinking (cutting) of the roll and drum barrels was measured.
According to the calculated lining amount, the drum is covered with a lining, and the caliper gauge is straddled on the surface of the drum according to the above method, so that the contact of the long arm end dial gauge contact with the bolster is performed, and the data is read (table The clockwise rotation is positive and the counterclockwise rotation is negative). Comparing the read data with the calculated data, the difference between the actual pack lining and the calculated pack lining can be obtained.
With the caliper gauge, it is also possible to measure the height between the lining surface and the bolster surface and whether the entire drum lining surface is flat.
2 roll gap test. Thickness gauge is composed of several pieces of metal sheets ranging in thickness from one to another. Generally, the thickness varies within 0.03 to 1 mm. When examining the clearance of the bearer, select one or more metal pieces that are close to the gap thickness and insert between the two rollers. It is advisable that the plug feels moderate when it is not tight or loose. It is the value of the measured roll gap. This value can be compared with the standard value to check the accuracy of the roll gap. This method, because the measurement is based on the person's hand, so the error is large.
Fused wire test roll gap, the method is to number a certain number of fuse (according to the size of the bed gap to choose), in the roller pressure into the two between the pillow, and then press, the fuse is flattened, Remove the flattened fuse and measure its thickness with a micrometer, which is the value of the gap between the rollers.
Source: Bison
